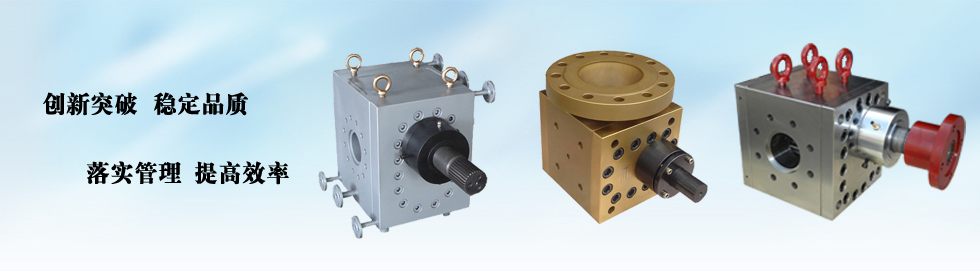
质量最好的熔体泵哪里有?
我公司生产的熔体泵所有齿轮和配合面都经过精磨、并严格控制装配间隙来获得精确的流量。齿轮和泵体根据不同的工况ZB-B系列采用铬镍合金钢、高温工具钢材料;ZB-H系列采用进口CPM工具钢或钛钽合金材料,整体淬火,硬度HRC62-68,耐磨性好。
1. ZB-B系列:工作温度:≤400 ℃(750℉),清洗温度:≤450 ℃(850℉),出口压力≤40MPa(6,000psi)黏度:≤4000Pa.s(4,000,000cp)
2. ZB-H 系列:工作温度:510℃(950℉) 清洗温度:≤590 ℃(1100℉),出口压力≤70MPa (10,000psi)最大压差:50 MPa(7,000psi) 黏度:≤2000Pa.s(2,000,000cp)
3. 密封: 一般采用螺旋密封和填料密封,也可根据客户要求采用其他机械密封形式。
4. 驱动: 电机+减速机+万向联轴器+泵体,电机采用变频调速,可以随意调至所需流 量,也可按客户要求采用直流调速和伺服驱动的形式。
5. 加热:熔体泵采用电加棒加热或热媒加热,可以精确控制熔体温度。
优点
将熔体泵与单螺杆或双螺杆挤出机串联使用时,能使整条生产线的效益显著增加。应用熔体泵的主要好处是:
1. 稳定输出压力——-能有效的降低挤出机参数引起的物料输出不稳定及压力脉动。
2. 提高产品质量——-将挤出制品的尺寸公差降至最小,减少废料和废品率。普通挤出机也能生产出高精度 产品。
3. 提高挤出产量——-降低了对螺杆的压力要求,由原来的螺杆向模头建压,改为熔体泵向模头建压,螺杆可以高速高效的挤出,且可以调节挤出机背压,减少熔体在螺筒内驻留时间,稳定塑化过程,降低熔融温度,提高制品产量和质量。
4. 降低单位能耗——-有数据表明将同向双螺杆造粒挤出机与熔体泵组合,其混炼质量和产量比单独的双螺杆造粒机组大幅提高。加工每公斤物料的能耗一般可降低四分之一左右。
5.延长整积寿命——-使用熔体泵后挤出机螺筒内压力降低,能大大降低螺杆和螺筒之间的磨损,减轻齿轮箱推力轴承的负荷,延长挤出机寿命。挤出机在生产工艺中需要排气的冒料问题也可迎刃而解。
(部分文章内容来自网络,具体事宜请咨询网站客服或专业人士)
上一篇:熔体泵代表着先进的生产力 -----下一篇:《电磁泵铸造技术及应用》